As novel types of Biologics have been developed, changes in biomanufacturing approaches have been running in parallel with the intention of maximising yield and lowering production costs. Evolution Global have identified 8 key production trends that will shape the Future of BioManufacturing, the fifth of which is Cell Line Engineering.
The Future of BioManufacturing: Cell Line Engineering
INTRODUCTION
Cell line engineering as it pertains to biomanufactured pharmaceutical products relies upon several cell approaches. The choice of which cell line to utilise is largely determined by the type of product being produced, based on the joint goals of manufacturing in the most efficacious and cost-effective manner. Cell options include:
• Bacteria: Engineered to produce a specific desired product, usually simple proteins and peptides, also deployed in a species-specific manner to produce antibacterial vaccines
• Animal Cells: Largely used to produce complicated products such as monoclonal antibodies
• Embryonated Chicken Eggs: Discovered in the 1930s this is the oldest and most conventional process utilised in the production of Viral Vaccines
Exemptions do occur such as the use of Human cells for recombinant fusion proteins and Insect cells for vaccine manufacture, but these are largely limited in terms of cited FDA approved products.
In the vast majority of cases cell line engineering utilising these cell types are kept strictly confidential within the industry. This is a necessary requirement to ensure post patent expiry, that the originator biologic cannot be easily copied.
BACTERIAL CELLS
For bacterial produced products, E. Coli is the favoured cell type as it offers several advantages including:
• Unparalleled fast growth kinetics
• High cell density cultures are easily achieved
• Growth media is readily available and inexpensive
• Transformation fast and easy, plasmid transformation of E. coli can be performed in as little as 5 min
Ultimately the limitations of E. Coli use in a biopharmaceutical context is related to the complexity of the product desired. The absence of post-translational modifications, such as glycosylation, phosphorylation, and proteolytic processing, has precluded its use for more complex Biotherapeutics such as Monoclonal antibodies.
Cell line engineering in E. Coli is heavily focused on maximising and controlling recombinant protein output, notable approaches that are known include:
| Company | System | Commentary |
|---|---|---|
 | SoluPro™ E-Coli Expression System | SoluPro™ expresses soluble, disulfide linked proteins through production in a semi-oxidized cytoplasm. SoluPro's tunable dual inducer system achieves peak production using straightforward induction titrations. |
 | pAVEway™ | The pAVEway™ platform is based on a set of unique protein expression plasmids. Using DNA looping to control protein expression, they have created a range of vectors which provide tightly controlled production of the target proteins, whilst allowing very high expression levels. These vectors are complemented by a range of host strains. |
| XS Technologies® | Lonza offers a collection of proprietary expression systems that are screened in a high throughput manner to identify the best production clone. Various E. coli options are available as are one for P. pastoris (Pichia) and B. subtilis (Bacillus). | |
 | pET | The pET expression system is one of the most widely used systems for the cloning and in vivo expression of recombinant proteins in E. coli. This is due to the high selectivity of the pET system's bacteriophage T7 RNA polymerase for its cognate promoter sequences, the high level of activity of the polymerase and the high translation efficiency mediated by the T7 gene 10 translation initiation signals. In the pET system, the protein coding sequence of interest is cloned downstream of the T7 promoter and gene 10 leader sequences, and then transformed into E. coli strains. |
| pSX2 Expression Vector | Claims tight regulation of transcription to keep background expression low, useful for target genes that deleteriously affect the host or for periplasmic expressed targets. | |
 | pBAD | The pBAD expression system allows tightly controlled, titratable expression of protein through the regulation of specific carbon sources such as glucose, glycerol, and arabinose. pBAD is targeted toward expressing toxic proteins and optimizing protein solubility in E. coli. |
 | ESETEC®2.0 | Based on an E. coli K12 strain and a series of highly expressive plasmids. The E. coli secretion strain is extremely stable during fermentation and is routinely employed in commercial-scale production using fermenters with capacities of up to 4L. Product yields can already exceed 10 g/l. The ESETEC® E. coli secretion technology is ideal for antibody fragment production. |
 | LEMO21 plus Rhamex System | An E. coli BL21(DE3)-derived strain that is tunable for protein overexpression. Coupled to the Rhamex System it is tightly regulated at the individual cell level but at the same time capable of producing high protein yields. |
MAMMALIAN CELLS
For mammalian type cells, cell line development technologies used by most biopharmaceutical companies are based on either the methotrexate (MTX) amplification technology that originated from the 1980s, or Lonza’s glutamine synthetase (GS) system. Both systems make use of specific compounds to hinder a selectable enzyme marker essential for cellular metabolism. MTX inhibits dihydrofolate reductase (DHFR) in the MTX amplification system, and methionine sulphoximine (MSX) inhibits GS in the GS system. Complementary to this approach are cell lines that are deficient in these enzymes. Whilst CHO cell lines deficient in DHFR were established in the 1980s, those for GS are fewer in number and consequently alternative lines such as NS20 are more commonly used.
With both systems, the cell clones attained are very heterogeneous. This is a consequence of random genome integration by the gene of interest and the gene amplification process. Consequently, large numbers of cell clones must be screened to identify rare and stable high-producer cell clones. Due to this challenge, the cell line development process requires 6 to 12 months, with the GS system reported to be faster in certain cases.
Running in parallel and a key part of clone selection process are a variety of cell line engineering strategies which target key cellular functions within the product producing cells. Such strategies focus on aspects such as apoptosis, autophagy, proliferation, regulation of cell cycle, protein folding, protein secretion and metabolite production. All are aimed at maximising the quantity of recombinant protein expressed, which is dependent on the time integral of viable cell density (IVCD), and specific protein productivity (q) of the cells. To improve IVCD, cell line engineering strategies such as apoptosis reduction focus on extending the longevity of cell culture, accelerating the specific growth rate and increasing the maximum viable cell density.
A goal within the industry is a continual focus on developing high-producing, clonal cell lines with a high probability of monoclonality in as short time-frame as possible. New technologies being considered by the industry as being as potentially key methods to improve the current process include:
| Company | Notable Developments |
|---|---|
 | Single cell deposition technologies to ensure monoclonality. |
 | Methods of early prediction of cell line production and product quality characteristics. |
 | Novel miRNA candidates for innovative CHO cell engineering strategies. |
 | Development of a Glutamine Synthetase (GS) Knockout CHO Host Using Zinc Finger Nucleases, anti-apoptosis CHO cell line development. |
 | Next Generation Sequencing to detect and de-select sequence variants. |
| Novel cell sorting based on high MMP (mitochondrial membrane potential). | |
 | Combining Gibco’s ExpiCHO Expression System with automation. |
 | Novel vector elements, selection markers and novel engineered CHO cell lines, integrated Biologics Profiling. |
 | ACF media, automation, cell line engineering and process technologies that enable the rapid identification of cell lines. |
 | Chromatin Function Modifying Elements. |
It should be noted that these approaches are being considered for bacterial expression as well as mammalian. Notable developments that Evolution Global have not included in this analysis are likely to include CRISPR-based technologies.
VIRAL VACCINES
New vaccines must be produced each year because the viruses change from year to year and because the protection received the previous year diminishes over time. The scale and need is significant, with in the US for instance, some 135-139 million doses of influenza vaccines being produced to deal with a single flu season. Current influenza vaccines are predominantly produced by egg-based production methods. The dependence on the supply of vaccine-quality eggs can result in vaccine manufacturers being inflexible in the amount of doses produced. This can lead to vaccine shortages, especially during pandemic situations.
Alternative production platforms, such as cell culture-based vaccine production, plant-based vaccine production or synthetic vaccines, have the potential to increase the flexibility of manufacturers. Current cell based approved production platforms include:
• Human diploid (MRC-5) cells
• Human diploid lung (WI-38) fibroblasts
• MDCK cells
• Vero Cells
New developments under consideration are rare due to the fact that vaccines are often required in a quicker time frame relative to traditional drugs, which favours a “stick-with-what-is-known” approach. There are interesting developments such as new Vero cell lines with modulated host genes using CRISPR-CAS9 that can significantly enhance virus production at reduced costs. However, only time will tell if such approaches will be viable.
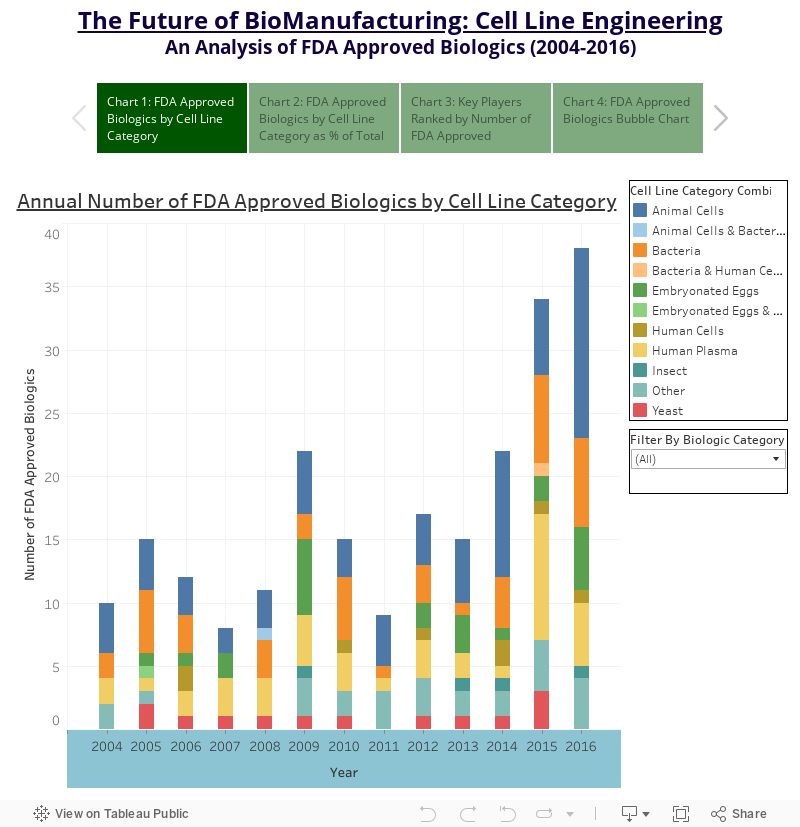
DATA VISUALISATION
Cell Lines Used in FDA-Approved Biomanufactured Products
Evolution Global’s latest data visualisation highlights the Cell Lines used in the production of all FDA-approved biomanufactured products from 2004 until 2016. There are four separate interactive charts to explore. Please use the grey arrows at the top of the visualisation to jump between charts.
CONCLUSION
In summary, it’s likely that certainly for the next 5-7 years, E. Coli, CHO and embryonated eggs will dominate biomanufacturing on a product specific basis, supported by new developments in cell line engineering improvement. The precise nature of the developments will remain confidential to protect intellectual property and to prevent ease of biosimilar development.
Please use the buttons below to navigate through Evolution Global’s “Future of BioManufacturing” series. The next key trend examines the impact of Downstream Processing.
Evolution are global executive & commercial search specialists for the BioPharma Industry.
Contact Us Today for a Free Consultation
News & Analysis

Cell & Gene Therapy: Increasing Demand for Viral Vectors Drives Biomanufacturing Innovation & CDMO Investment

2018 Global Drug Development IPO Analysis: $10.24B Raised in Strongest Year on Record

RNAi Therapeutics Come of Age: Exploring the Peaks & Troughs of Alnylam’s Thirty Year Journey to First Approval

Global Drug Development IPOs: 26 Companies Raise $3.18B in Q3 as First Pre-Revenue Biotechs List on HKEX

Democratising DNA: 23andMe & GSK Collaboration Highlights Data Quality & Privacy Concerns; Can Blockchain Offer a Disruptive Solution?